Бұрғылау құралдары бар жақсы ауыр ұңғымаларды бұрғылау машиналары
Өнім Сипаттамасы
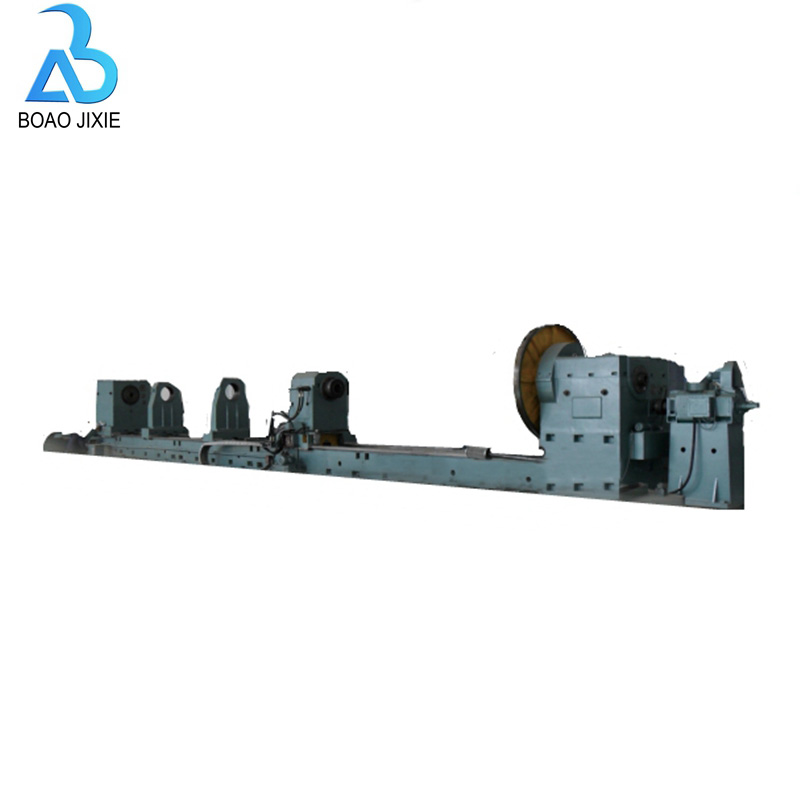
T2180 машинасы негізінен бұрғылау, бұрғылау, кеңейту, роликті жану және трепандау сияқты ауыр жүкті цилиндрлік бөлшектерді өңдеуге арналған. Дайындама баяу айналады, беру кезінде құрал тез айналады.Тесіктерді өңдеуден басқа, ол қадамдық тесік пен соқыр тесікті де өңдей алады.Бұл машина кең ауқымда қолданылады, процесс түрін нақты сұранысқа қарай таңдауға болады.
Бұрғылау кезінде машина BTA ішкі жоңқаларды жою түрін қабылдайды, май беру құрылғысы бұрғылау жолының шетінен жоңқаларды алу үшін кесу сұйықтығын береді.Итерумен бұрғылау кезінде кесу сұйықтығы май бергіштің кішкене тесігі немесе бұрғылау жолының соңындағы үлкен тесік арқылы кесу аймағына жетеді.
Чип бастың ұшынан жуылады.Трепандау кезінде арнайы құрал, құралдар тақтасы және қысқыш құрылғы жабдықталуы керек, чип сыртқы алу түрі бойынша шығарылады.
Бұл машина дайындама мен құралдың екі есе айналуына қол жеткізетін бұрғы қорабымен жинақталған, бір әрекет нақты сұранысқа негізделген.Дайындамаға төменірек айналу жылдамдығы қажет болғанда, процестің тиімділігі мен сапасына кепілдік беруге болады.
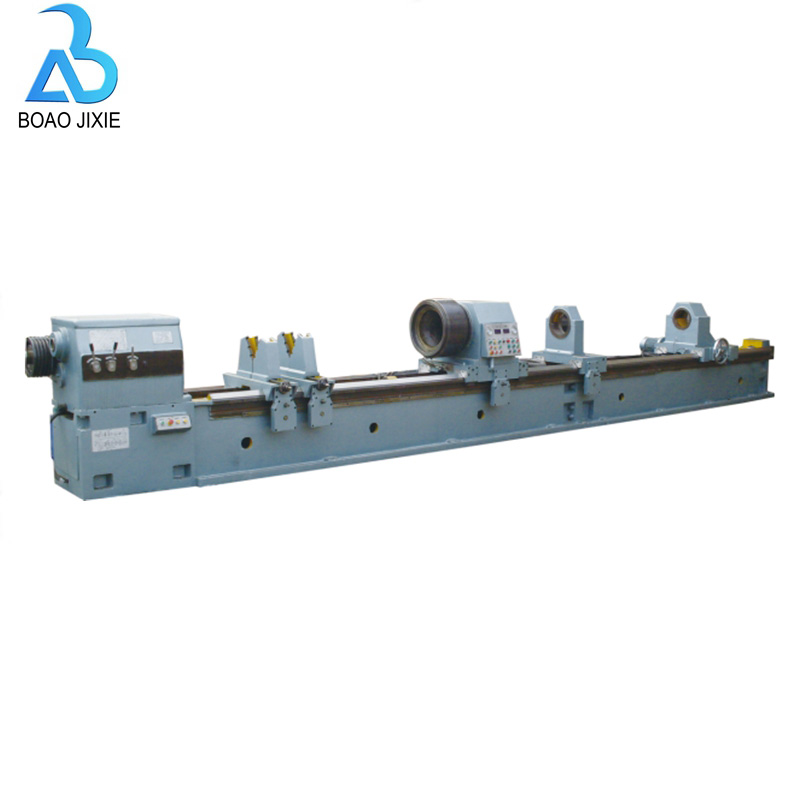
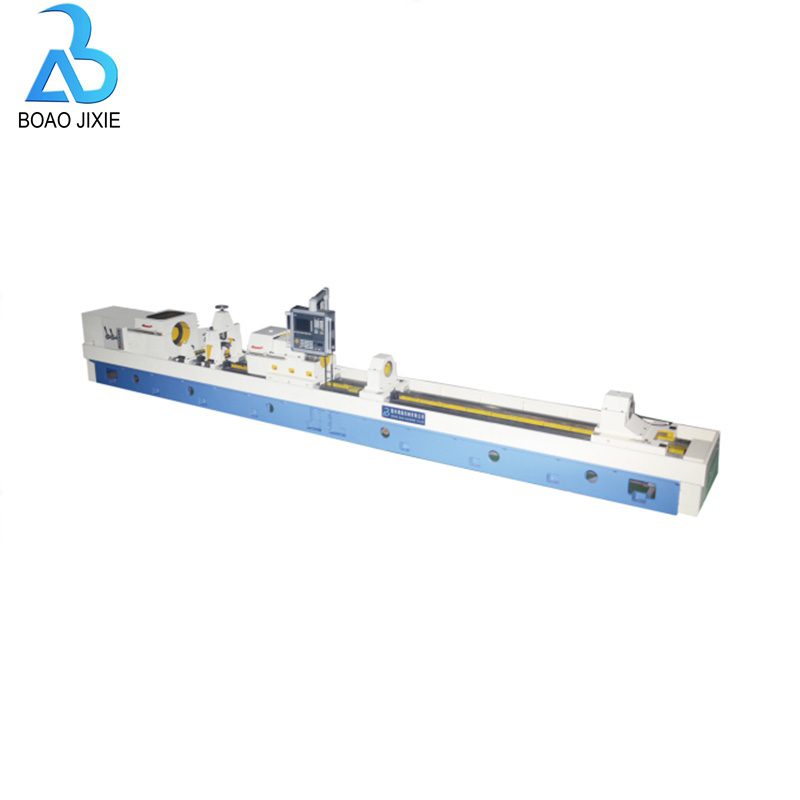
Дайындаманы құлыптау үшін бас тірек ауыр төрт иекті патронды қабылдайды, тұрақты демалыс орны тіреу үшін және май беру құрылғысы гидравликалық қысыммен қысу үшін.Май беру құрылғысы жүктеме сыйымдылығын және айналу дәлдігін жақсартатын негізгі ось құрылымын қабылдайды.Төсек корпусы тамаша қаттылыққа, жақсы тозуға төзімділікке және жоғары дәлдікке ие.Құралдың берілуі жылдамдықты реттеуді жүзеге асыру үшін айнымалы ток сервомоторын қабылдайды.Бас тірек жылдамдықты реттейтін тұрақты ток қозғалтқышын пайдаланады.Бұрғылау қорабы үлкен қуатты қозғалтқышпен қозғалады, жылдамдықты беріліс ауыстыру арқылы реттейді.
Гидравликалық жүйе дайындаманы қысу және бекіту кезінде дәл басқаруға ие, ол жоғары тұрақтылық пен дәлдікке ие.Барлық жұмыс параметрлері есептегіш дисплей арқылы көрсетіледі, дайындаманың қысылуы және жұмыс өте қауіпсіз, жылдам және тұрақты.Құрылғы адам-машина интерфейсі бар PLC басқаруын қабылдайды, оны басқару оңай.
Техникалық сипаттамалар
| NO | Элементтер | Сипаттама | |
| 1 | Модельдер | T2280 | T2180 |
| 2 | Бұрғылау диаметрінің диапазоны |
| Φ60мм-Φ150мм |
| 3 | Максималды бұрғылау диаметрінің диапазоны | Φ800мм | Φ800мм |
| 4 | Бұрғылау тереңдігі диапазоны | 1000–15000мм | 1000–15000мм |
| 5 | Дайындаманы қысу диаметрінің диапазоны | 320-1250мм | 320-1250мм |
| 6 | Машинаның шпиндель ортасының биіктігі | 1000мм | 1000мм |
| 7 | Бас шпиндельдің айналу жылдамдығы диапазоны | 3-120р/мин | 3-120р/мин |
| 8 | Шпиндель саңылауының диаметрі | 1-225р/мин | 1-225р/мин |
| 9 | Шпиндель Алдыңғы конустық тесік диаметрі | Φ130мм | Φ130мм |
| 10 | Бас қозғалтқыштың қуаты | 140# | 140# |
| 11 | Бұрғылау қорабының қозғалтқышының қуаты |
| 30кВт |
| 12 | Бұрғылау қорабы шпиндель саңылауының диаметрі |
| 130мм |
| 13 | Алдыңғы конустық тесік диаметрі.бұрғылау қорабынан |
| Φ85мм(1:20) |
| 14 | Бұрғылау қорабының жылдамдық диапазоны |
| 16-270р/мин |
| 15 | Азықтандыру жылдамдығы диапазоны | 5-2000мм/мин (қадамсыз) | 5-2000мм/мин (қадамсыз) |
| 16 | Азықтандыру арбасының жылдам жылдамдығы | 2м/мин | 2м/мин |
| 17 | Қозғалтқыштың қуаты | 11кВт | 11кВт |
| 18 | Жем арбасының жылдам қозғалтқыш қуаты | 36Н.М | 36Н.М |
| 19 | Гидравликалық сорғы қозғалтқышының қуаты | N=1,5КВт | N=1,5КВт |
| 20 | Гидравликалық жүйенің номиналды жұмыс қысымы | 6,3 Мпа | 6,3 Мпа |
| 21 | Салқындату сорғысының қозғалтқышының қуаты | N=7,5КВт(2 топ)5,5КВт(1топ) | N=7,5КВт(2 топ)5,5КВт(1топ) |
| 22 | Салқындату жүйесінің номиналды жұмыс қысымы | 2,5 Мпа | 2,5 Мпа |
| 23 | Салқындату жүйесінің ағыны | 300, 600, 900 л/мин | 300, 600, 900 л/мин |
| 24 | CNC басқару жүйесі | Siemens 808 немесе KND | Siemens 808 немесе KND |
Фотосуреттер қабырғасы


Өнім санаттары
-
Қытай қолмен терең ұңғымаларды бұрғылау және бұрғылау машиналары ...
-

Сапалы ауыр жүкті терең ұңғымаларды бұрғылау машиналары
-

Жоғары сапалы CNC терең ұңғымаларды бұрғылау бұрғылау машиналары
-

CNC ауыр жүкті терең саңылауларды бұрғылау және бұрғылау...
-

Қытай терең ұңғымаларды бұрғылау және бұрғылау машиналары ...
-
Жоғары сапалы терең ұңғымаларды бұрғылау және бұрғылау ...





